
金盾防水荣获“中国绿色建材产品”三星级认证证书
发布时间 : 2022-10-15
点击 : 0

【概要描述】高分子(EVA)防水板隧道防水工程标准化施工技术
技术特点
高分子EVA防水板是一种合成高分子EVA复合片材、以EVA高聚物、改性优质沥青为基料,加入增塑剂、抗老化剂、稳定剂、填充剂等,复合而成的新型具有优良防水性能的合成高分子防水卷材。兼有高分子防水卷材和自粘防水卷材的防水性能,一层卷材,两道设防,大大提高了防水层的防水效果。低温及潮湿环境条件下可施工,粘接密封性好,具有抗穿刺自愈性,延伸率高,产品无毒无味,符合环保要求。
适用范围
适用于各种工业与民用建筑地下室顶板及屋面防水工程铁路、地铁的隧道防水工程,公路、铁路涵洞的工程防水。
各种市政工程、污水处理池、人防工程、垃圾填埋场、人工湖等地下建筑工程的防水、防渗、防潮工程。
材料性能
3.1、高分子(EVA)防水板,参见<湿铺防水卷材>GB/T35467-2017
3.2、辅助材料
金属固定件
密封材料
施工准备(机具、设备)
4.1焊接设备见第三章
4.2其他工具见第三章
4.3行走台车:为了铺防水板,拟制作简易台车(或租赁),台车用型钢连接而成,下部行走轮安置在衬砌台车的走行轨上,用人力配合机械使台车就位在工作面。台车前端,安装与二次衬砌内轮廓一致的刚架和扶梯,供作业人员检查初期支护的平整度和轮廓尺寸。台车上配备不同高度的作业平台,能达到隧道周边任一部位。台车上配备辐射状的防水板支撑系统。台车上配备提升(成卷)防水板的卷扬机和铺放防水板的设施。
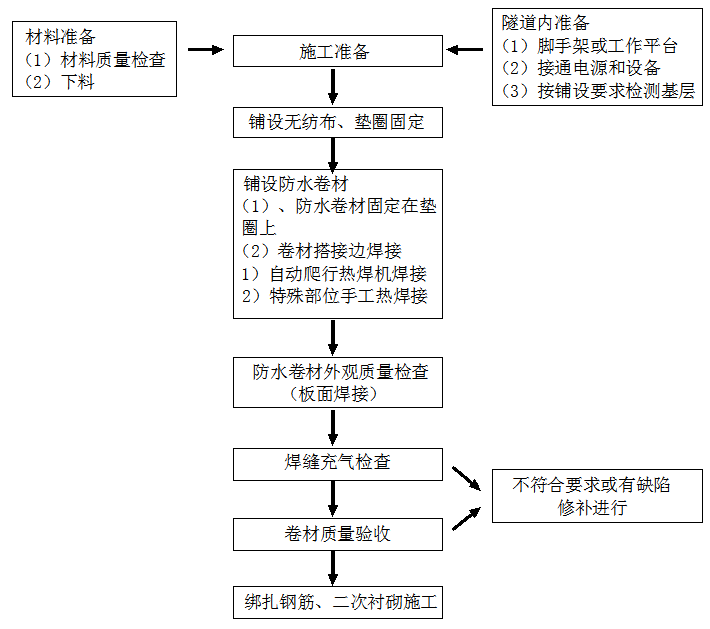
工艺流程
施工操作要点(细部构造及做法)
6.1防水板铺设
6.1.1.防水板超前二次衬砌10~20m施工,用自动爬行热焊机进行焊接,铺设采用专用台车进行。
6.1.2.铺设前进行精确放样,弹出标准线进行试铺后确定防水板一环的尺寸,尽量减少接头。
6.1.3.分离式防水板铺设采用从下向上的顺序铺设,松紧应适度并留有余量(实铺长度与弧长的比值为10:8),检查时要保证防水板全部面积均能抵到围岩。
6.1.4.分离式防水板铺挂前,用带热塑性圆垫圈的射钉将缓冲层平整顺直地固定在基层上(见下图),缓冲层搭接宽度50mm,可用热风焊枪点焊,每幅防水板布置适当排数垫圈,每排垫圈距防水板边缘40cm左右,垫圈间距:侧壁80cm,2~3个垫圈/m2,顶部40cm,3~4个垫圈/㎡。
6.1.5两幅防水板的搭接宽度不应小于150mm。
6.1.6环向铺设时,下部防水板应压住上部防水板。
6.1.7.防水板之间的搭接缝应采用双焊缝、调温、调速热楔式功能的自动爬行式热合机热熔焊接,细部处理或修补采用手持焊枪,单条焊缝的有效焊接宽度不应小于15mm,焊接严密,不得焊焦焊穿。
6.1.8.防水板纵向搭接与环向搭接处,除按正常施工外,应再覆盖一层同类材料的防水板材,用热焊焊接。
6.1.9.三层以上塑料防水板的搭接形式必须是“T”型接头。
6.1.10.分段铺设的卷材的边缘部位预留至少60cm的搭接余量并且对预留部分边缘部位进行有效的保护。
6.1.11.绑扎或焊接钢筋时,采取措施应避免对卷材造成破坏。
6.1.12.混凝土振捣时,振捣棒不得接触防水板,以防防水板受到损伤。铺设固定防水板。先在隧道拱顶部的土工布上标出隧道纵向的中心线,再使防水卷材的横向中心线与这一标志相重合,将拱顶部的防水卷材与热融衬垫片焊接,再象土工布垫层一样从拱顶开始向两侧下垂铺设,边铺边与热融衬垫焊接。铺设时要注意与与土工布密贴,并不得拉得太紧,一定要留出余量。
6.1.13.将防水板专用融热器对准热融衬垫所在位置进行热合,一般5秒钟即可。两者粘结剥离强度不得小于防水板的抗拉强度。防水板铺设见“防水板固定示意图”
6.2防水板焊接
板材采用双缝热熔自动焊接机焊接。依据板材的厚度和自然环境的温差调整好焊接机的速度和焊接温度进行焊接。焊接完后的卷材表面留有空气道,用以检测焊接质量,具体见“防水板焊接示意图”。
检查方法:用5号注射针与压力表相接,用打气筒进行充气,在0.2MPa压力作用下5分钟不小于0.16MPa。否则应补焊至合格为止。
质量检验标准及检验方法
符合设计要求或《地下工程防水技术规程》GB50108
项目
检测项目
规定
检查频率
检查方法
防水板
防水板性能
符合设计要求或《地下工程防水技术规程》GB50108
每批抽查
检查报告、质量评定记录
铺挂情况
每100m2抽查一处,每处10m2,但不少于3处
观察检验
防水板接缝
按焊缝数量5%抽查,每条焊缝为1处,但不少于3处
双焊缝间空腔内充气检验
搭接宽度
尺量检查
【概要描述】高分子(EVA)防水板隧道防水工程标准化施工技术
技术特点
高分子EVA防水板是一种合成高分子EVA复合片材、以EVA高聚物、改性优质沥青为基料,加入增塑剂、抗老化剂、稳定剂、填充剂等,复合而成的新型具有优良防水性能的合成高分子防水卷材。兼有高分子防水卷材和自粘防水卷材的防水性能,一层卷材,两道设防,大大提高了防水层的防水效果。低温及潮湿环境条件下可施工,粘接密封性好,具有抗穿刺自愈性,延伸率高,产品无毒无味,符合环保要求。
适用范围
适用于各种工业与民用建筑地下室顶板及屋面防水工程铁路、地铁的隧道防水工程,公路、铁路涵洞的工程防水。
各种市政工程、污水处理池、人防工程、垃圾填埋场、人工湖等地下建筑工程的防水、防渗、防潮工程。
材料性能
3.1、高分子(EVA)防水板,参见<湿铺防水卷材>GB/T35467-2017
3.2、辅助材料
金属固定件
密封材料
施工准备(机具、设备)
4.1焊接设备见第三章
4.2其他工具见第三章
4.3行走台车:为了铺防水板,拟制作简易台车(或租赁),台车用型钢连接而成,下部行走轮安置在衬砌台车的走行轨上,用人力配合机械使台车就位在工作面。台车前端,安装与二次衬砌内轮廓一致的刚架和扶梯,供作业人员检查初期支护的平整度和轮廓尺寸。台车上配备不同高度的作业平台,能达到隧道周边任一部位。台车上配备辐射状的防水板支撑系统。台车上配备提升(成卷)防水板的卷扬机和铺放防水板的设施。
工艺流程
施工操作要点(细部构造及做法)
6.1防水板铺设
6.1.1.防水板超前二次衬砌10~20m施工,用自动爬行热焊机进行焊接,铺设采用专用台车进行。
6.1.2.铺设前进行精确放样,弹出标准线进行试铺后确定防水板一环的尺寸,尽量减少接头。
6.1.3.分离式防水板铺设采用从下向上的顺序铺设,松紧应适度并留有余量(实铺长度与弧长的比值为10:8),检查时要保证防水板全部面积均能抵到围岩。
6.1.4.分离式防水板铺挂前,用带热塑性圆垫圈的射钉将缓冲层平整顺直地固定在基层上(见下图),缓冲层搭接宽度50mm,可用热风焊枪点焊,每幅防水板布置适当排数垫圈,每排垫圈距防水板边缘40cm左右,垫圈间距:侧壁80cm,2~3个垫圈/m2,顶部40cm,3~4个垫圈/㎡。
6.1.5两幅防水板的搭接宽度不应小于150mm。
6.1.6环向铺设时,下部防水板应压住上部防水板。
6.1.7.防水板之间的搭接缝应采用双焊缝、调温、调速热楔式功能的自动爬行式热合机热熔焊接,细部处理或修补采用手持焊枪,单条焊缝的有效焊接宽度不应小于15mm,焊接严密,不得焊焦焊穿。
6.1.8.防水板纵向搭接与环向搭接处,除按正常施工外,应再覆盖一层同类材料的防水板材,用热焊焊接。
6.1.9.三层以上塑料防水板的搭接形式必须是“T”型接头。
6.1.10.分段铺设的卷材的边缘部位预留至少60cm的搭接余量并且对预留部分边缘部位进行有效的保护。
6.1.11.绑扎或焊接钢筋时,采取措施应避免对卷材造成破坏。
6.1.12.混凝土振捣时,振捣棒不得接触防水板,以防防水板受到损伤。铺设固定防水板。先在隧道拱顶部的土工布上标出隧道纵向的中心线,再使防水卷材的横向中心线与这一标志相重合,将拱顶部的防水卷材与热融衬垫片焊接,再象土工布垫层一样从拱顶开始向两侧下垂铺设,边铺边与热融衬垫焊接。铺设时要注意与与土工布密贴,并不得拉得太紧,一定要留出余量。
6.1.13.将防水板专用融热器对准热融衬垫所在位置进行热合,一般5秒钟即可。两者粘结剥离强度不得小于防水板的抗拉强度。防水板铺设见“防水板固定示意图”
6.2防水板焊接
板材采用双缝热熔自动焊接机焊接。依据板材的厚度和自然环境的温差调整好焊接机的速度和焊接温度进行焊接。焊接完后的卷材表面留有空气道,用以检测焊接质量,具体见“防水板焊接示意图”。
检查方法:用5号注射针与压力表相接,用打气筒进行充气,在0.2MPa压力作用下5分钟不小于0.16MPa。否则应补焊至合格为止。
质量检验标准及检验方法
符合设计要求或《地下工程防水技术规程》GB50108
项目
检测项目
规定
检查频率
检查方法
防水板
防水板性能
符合设计要求或《地下工程防水技术规程》GB50108
每批抽查
检查报告、质量评定记录
铺挂情况
每100m2抽查一处,每处10m2,但不少于3处
观察检验
防水板接缝
按焊缝数量5%抽查,每条焊缝为1处,但不少于3处
双焊缝间空腔内充气检验
搭接宽度
尺量检查
高分子(EVA)防水板隧道防水工程标准化施工技术
高分子EVA防水板是一种合成高分子EVA复合片材、以EVA高聚物、改性优质沥青为基料,加入增塑剂、抗老化剂、稳定剂、填充剂等,复合而成的新型具有优良防水性能的合成高分子防水卷材。兼有高分子防水卷材和自粘防水卷材的防水性能,一层卷材,两道设防,大大提高了防水层的防水效果。低温及潮湿环境条件下可施工,粘接密封性好,具有抗穿刺自愈性,延伸率高,产品无毒无味,符合环保要求。
适用于各种工业与民用建筑地下室顶板及屋面防水工程铁路、地铁的隧道防水工程,公路、铁路涵洞的工程防水。
各种市政工程、污水处理池、人防工程、垃圾填埋场、人工湖等地下建筑工程的防水、防渗、防潮工程。
3.1、高分子(EVA)防水板,参见<湿铺防水卷材>GB/T35467-2017
3.2、辅助材料
4.1焊接设备
4.2其他工具
4.3行走台车:为了铺防水板,拟制作简易台车(或租赁),台车用型钢连接而成,下部行走轮安置在衬砌台车的走行轨上,用人力配合机械使台车就位在工作面。台车前端,安装与二次衬砌内轮廓一致的刚架和扶梯,供作业人员检查初期支护的平整度和轮廓尺寸。台车上配备不同高度的作业平台,能达到隧道周边任一部位。台车上配备辐射状的防水板支撑系统。台车上配备提升(成卷)防水板的卷扬机和铺放防水板的设施。
6.1.1.防水板超前二次衬砌10~20m施工,用自动爬行热焊机进行焊接,铺设采用专用台车进行。
6.1.2.铺设前进行精确放样,弹出标准线进行试铺后确定防水板一环的尺寸,尽量减少接头。
6.1.3.分离式防水板铺设采用从下向上的顺序铺设,松紧应适度并留有余量(实铺长度与弧长的比值为10:8),检查时要保证防水板全部面积均能抵到围岩。
6.1.4.分离式防水板铺挂前,用带热塑性圆垫圈的射钉将缓冲层平整顺直地固定在基层上(见下图),缓冲层搭接宽度50mm,可用热风焊枪点焊,每幅防水板布置适当排数垫圈,每排垫圈距防水板边缘40cm左右,垫圈间距:侧壁80cm,2~3个垫圈/m2,顶部40cm,3~4个垫圈/㎡。

6.1.5两幅防水板的搭接宽度不应小于150mm。
6.1.6环向铺设时,下部防水板应压住上部防水板。
6.1.7.防水板之间的搭接缝应采用双焊缝、调温、调速热楔式功能的自动爬行式热合机热熔焊接,细部处理或修补采用手持焊枪,单条焊缝的有效焊接宽度不应小于15mm,焊接严密,不得焊焦焊穿。
6.1.8.防水板纵向搭接与环向搭接处,除按正常施工外,应再覆盖一层同类材料的防水板材,用热焊焊接。
6.1.9.三层以上塑料防水板的搭接形式必须是“T”型接头。
6.1.10.分段铺设的卷材的边缘部位预留至少60cm的搭接余量并且对预留部分边缘部位进行有效的保护。
6.1.11.绑扎或焊接钢筋时,采取措施应避免对卷材造成破坏。
6.1.12.混凝土振捣时,振捣棒不得接触防水板,以防防水板受到损伤。铺设固定防水板。先在隧道拱顶部的土工布上标出隧道纵向的中心线,再使防水卷材的横向中心线与这一标志相重合,将拱顶部的防水卷材与热融衬垫片焊接,再象土工布垫层一样从拱顶开始向两侧下垂铺设,边铺边与热融衬垫焊接。铺设时要注意与与土工布密贴,并不得拉得太紧,一定要留出余量。
6.1.13.将防水板专用融热器对准热融衬垫所在位置进行热合,一般5秒钟即可。两者粘结剥离强度不得小于防水板的抗拉强度。防水板铺设见“防水板固定示意图”

板材采用双缝热熔自动焊接机焊接。依据板材的厚度和自然环境的温差调整好焊接机的速度和焊接温度进行焊接。焊接完后的卷材表面留有空气道,用以检测焊接质量,具体见“防水板焊接示意图”。

检查方法:用5号注射针与压力表相接,用打气筒进行充气,在0.2MPa压力作用下5分钟不小于0.16MPa。否则应补焊至合格为止。
符合设计要求或《地下工程防水技术规程》GB50108
|
项目 |
检测项目 |
规定 |
检查频率 |
检查方法 |
|
防水板 |
防水板性能 |
符合设计要求或《地下工程防水技术规程》GB50108 |
每批抽查 |
检查报告、质量评定记录 |
|
铺挂情况 |
每100m2抽查一处,每处10m2,但不少于3处 |
观察检验 |
||
|
防水板接缝 |
按焊缝数量5%抽查,每条焊缝为1处,但不少于3处 |
双焊缝间空腔内充气检验 |
||
|
搭接宽度 |
尺量检查 |
扫二维码用手机看
北京金盾建材有限公司 京ICP备13026310号  京公网安备11010602104602号 网站建设:中企动力 北京
京公网安备11010602104602号 网站建设:中企动力 北京





