

常用的防水施工机具分为四大类,即:一般施工机具、热熔卷材施工机具、热焊接卷材施工机具和堵漏施工机具。
一、一般施工机具
1.小平铲(腻子刀):有软硬两种。软性适合于调制弹性密封膏,硬性适合于清理基层。
2.扫帚:用于清扫基层。
3.钢丝刷:用于清除基层灰浆。
4.油漆刷:用于涂刷涂料。
5.皮老虎(皮风箱):用于清扫接缝内的灰尘。
6.铁桶、塑料桶:用于装溶剂及涂料。
7.电动搅拌器:用于搅拌防水涂料,以及其他糊状材料。
8.手压辊:用于卷材施工时,复杂部位的压边。
9.剪刀、壁纸刀:用于裁剪卷材、玻纤布。
10.弹线包:卷材防水时弹线用。自制,将线绳用彩色粉状材料包起来即可。
11.手掀泵灌浆设备(图6-1):用于建筑堵漏注浆。
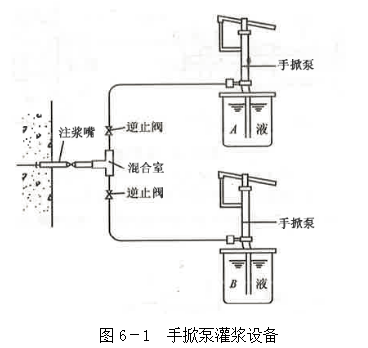
图6-1 手掀泵灌浆设备
12.电动注浆设备(图6-4):用于建筑堵漏注浆。
13.注浆嘴(图6-5):注浆用,有四种形式。
14.节能消烟沥青锅(图6-6):用于熬制沥青。
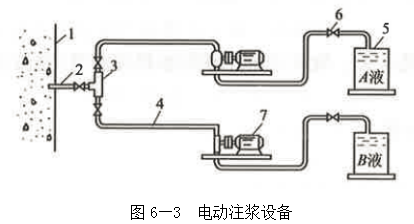
图6—3电动注浆设备
1—结构物;2—注浆嘴;3—混合室;4—输浆管;5—贮浆罐;6—阀门;7—电动泵
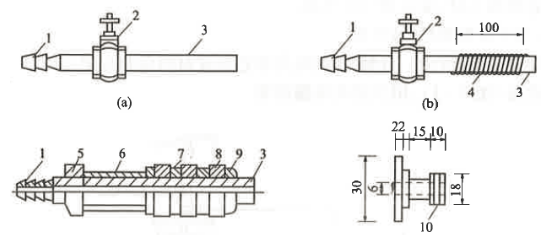
图6—4 注浆嘴(a)埋入式;(b)楔入式;(c)压环式;(d)贴面式
1—进浆口;2—阀门;3—出浆口;4—麻丝;5—螺母;
6—活动套管;7—活动压环;8—弹性橡胶圈;9—固定垫圈;10—丝扣
第二节热熔卷材施工机具
(一)热熔卷材施工机具
1.喷灯(图6—8):用于热熔卷材。采用煤油或汽油喷灯进行热熔卷材施工,是将卷材的粘接面材料加热,使之呈熔融状态,给予一定外力后,使卷材与基层,卷材与卷材之间粘接牢固。一般要求喷灯口距加热面30cm左右。此法是一种对环境污染又易引起工程火灾的,在北京等地已受到限制,不久会被淘汰。
2.热熔卷材专用加热器。热熔卷材专用加热器的燃料有汽油和液化气两种。
(1)用汽油做燃料的加热器,外形见图6—9。
(2)用液化气作燃料的加热器,外形见图6—10。
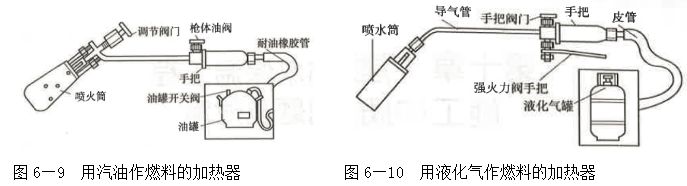
图6—9 用汽油作燃料的加热器 图6—10 用液化气作燃料的加热器
以上两种加热器的使用方法及安全注意事项详见厂家使用说明书。
(二)热焊接卷材施工机具
热压焊接法是将两片PVC防水卷材搭接40~50mm,通过焊嘴热风加热,利用聚氯乙烯材料的热塑性,使卷材的边缘部分达到熔融状态,然后用压辊加压,将两片卷材融为一体。热压焊接机构造如图6—11所示。
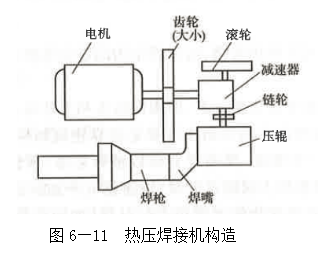
图6—11 热压焊接机构造
热压焊接机由传动系统、热风系统、转向部分组成。
热压焊接机主要用来焊接PVC防水卷材的平面直线,手动焊枪焊接圆弧及立面。
第三节涂料喷涂施工机具
- 防水涂料喷涂机
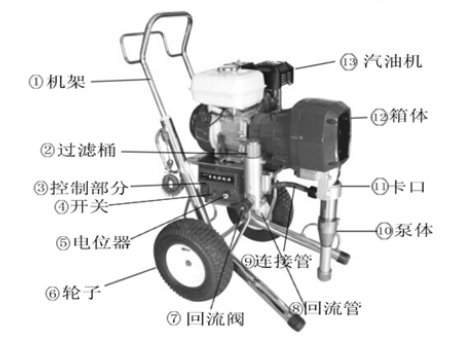
一、汽油驱动工程机概述
汽油机引擎驱动高压无气喷涂机。该设备马力强劲,在喷涂防水涂料等高粘度材料时,可以轻而易举的得到平涂的效果和橘皮效果。当然,该设备也适合喷涂几乎所有种类的底漆、面漆和一般涂料。
1、产品特性:汽油机引擎驱动,不受电力限制;经久耐用的泵体;特殊设计的下沉式吸料阀;专有的泵体连接设置和压力控制系统
2、适用范围:适用于大中型住宅、商业涂装工程、桥梁隧道。
3、适用涂料:防水涂料(JS、渗透结晶、单、双组分聚氨酯防水材料)、腻子粉、腻子膏、乳胶漆、水泥浆(含胶水)、面石膏(除含砂底石膏、含纤维腻子)。
4、技术参数:
机型 | 动力类型 | 泵浦类型 | 最大流量 | 最高压力 | 最大喷咀尺寸 | 最大马力 |
2030A | 汽油机引擎驱动 | 柱塞泵 | 8.3L/min | 25Mpa | 0.838mm | 6.5匹 |
5、外形机构图
二、使用方法
1、使用前,应首先检查设备中各螺栓、螺母、各管路接头,包括吸入系统的联结螺母和喉箍是否拧紧,仔细了解调压阀、泄压阀的旋向。(调压开关顺时针时变大,逆时针时旋小)。
2、根据涂料种类和涂装要求,选用合适的无气喷嘴,喷腻子时选用450、445、543、545:;喷涂料时选用539、537。
3、使用喷涂机前,应向活塞及柱塞处加润滑油(65#机油),如连续工作,每8个小时需加一次润滑油。润滑油应清洁。
4、将涂料吸液管及放泄管均插入涂料桶,根据涂料种类,调节压力开关,为保证使用安全,最高压力不准超过20Mpa;而且只有涂料雾化良好,压力越低越好。注意:请使用专业的高压胶管。
5、在发动汽油机前,关闭控制系统开关至(关),让发动机正常运转10秒后调至稍高转速,待发动无异常时,把控制开关调至(开)。同时泄压阀打开泄流,待5-10秒后,观察泵头有无异常。
6、开启泄液阀(不要开喷枪),此时喷涂机增压泵即会连续、稳定的往复运动,待喷涂机涂料液压系统空载压力工况循环2-3分钟后,关闭泄压阀,如涂料液压系统压力平稳后,即可进行喷涂。
7、喷涂时,手持喷枪方向应与被涂工件垂直或稍微倾斜,移动方向应与被涂表面平行。快慢均匀且以不产生流挂为妥。
8、涂料必须保持清洁。在喷涂前对于不清洁的腻子涂料,根据腻子涂料颗粒大小及粘度应进行研磨。
9 、喷涂过程中,清洗更换喷嘴,不喷时,应及时将喷枪保险锁住。在任何情况下,喷枪枪口不能朝向自己或他人,以免误压扳机,高压涂料喷出损伤人体。如果关枪后仍在喷涂料,应调节枪阀芯拉针尾部的调节螺母。喷嘴堵塞,需用溶剂浸泡、清洗,或用毛刷仔细剔除脏物,勿用硬物乱拨,以免损伤喷咀。
10、喷涂结束或需间隔一段时间再喷涂,应及时将吸料管从涂料桶中提起,使喷涂机空载运行,将涂料泵内、吸料管、高压软管、无气喷枪、枪嘴等全部涂料液回路清洗干净、擦干防止生锈,缸体并加油。清洗时,应将压力开关开小些。
11、发动机操作请阅读发动机说明书,配合本机操作。
- 单组份防水涂料喷涂及灌浆设备、参数规格及操作要点
- 单组份水性涂料喷涂机器
1.1技术参数
机型 | 动力类型 | 泵浦类型 | 最大流量 | 最高压力 | 最大喷咀尺寸 | 最大马力 |
汽油或电动引擎驱动 | 柱塞泵 | 8.3L/min | 25Mpa | 0.838mm | 6.5匹 |
1.2使用要点
1.2.1使用前,应首先检查设备中各螺栓、螺母、各管路接头,包括吸入系统的联接螺母和喉箍是否拧紧,仔细了解调压阀、泄压阀的旋向。(调压开关顺时针时变大,逆时针时旋小)。
1.2.2根据涂料种类和涂装要求,选用合适的无气喷嘴,喷腻子时选用450、445、543、545;喷涂料时选用539、537。
1.2.3使用喷涂机前,应向活塞及柱塞处加润滑油(65﹟机油),如连续工作,每8个小时需加一次润滑油。润滑油应清洁。
1.2.4将涂料吸液管及放泄管均插入涂料桶,根据涂料种类,调节压力开关,为保证使用安全,最高压力不准超过20Mpa;而且只有涂料雾化良好,压力越低越好。注意:请使用专业的高压胶管。
1.2.5在发动汽油机前,关闭控制系统开关至关,让发动机正常运转10秒后调至稍高转速,待发动无异常时,控制系统开关至开。同事泄压阀打开泄流,待5-10秒后,观察泵头有无异常。
1.2.6开启泄液阀(不要开喷枪),此时喷涂机增压泵即会连续、稳定的往复运动,待喷涂机涂料液压系统空载压力工况循环2-3分钟后,关闭泄液阀,如涂料液压系统压力平稳后,即可进行喷涂。
1.2.7喷涂时,手持喷枪方向应与被涂工作垂直或稍微倾斜,移动方向应与被涂表面平行。快慢均匀且以不产生流挂为妥。
1.2.8涂料必须保持清洁。在喷涂前对于不清洁的防水涂料,根据防水涂料颗粒大小及粘度进行研磨。
1.2.9喷涂过程中,清洗更换喷嘴,不喷时,应及时将喷枪保险锁住。在任何情况下,喷枪枪口不能朝向自己或他人,以免误压板机,高压涂料喷出误伤人体。如果关枪后仍在喷涂料,应调节枪阀芯拉针尾部的调节螺母。喷嘴堵塞,需用溶剂浸泡、清洗、,或用毛刷仔细剔除赃物,勿用硬物乱拨,以免损伤喷咀。
1.2.10喷涂结束或需间隔一段时间再喷涂,应及时将吸料管从涂料桶中提起,是喷涂机空载运行,将涂料泵内、吸料管、无气喷枪、枪嘴等全部涂料液回路清洗干净、擦干防止生锈,缸体并加油。清洗时,应将压力开关开小些。
2、灌浆设备
2.1技术参数
输入电压:220V
输入功率:620W
最大流量:1.8L/min
工作压力:0~600kg/cm2
安全压力:400~650 kg/cm2
极限压力:750 kg/cm2
2.2使用要点
2.2.1用前准备:检查机器配件,清除料斗内的异物,关闭驱动电机开关,拧紧高压管连接部件,旋紧应急泄压阀旋钮。
2.2.2检查机器压力:在料杯倒入1~2口杯机油(代替注浆料),牛油头(枪头)放入料斗内,开动电机开关,当机油经机体、高压管、高压开关经牛油头流出时,间歇关闭开关以检查机器压力,此时压力表指针将大幅摆动,驱动电机转速变慢、声音变低沉。否则应检查清理泵浦及止回钢珠。检查结束后排空机油。禁止用稀料替代机油,否则,不仅容易引起火警,夜里也难以检测到。
2.2.3在漏水点上(或附近)用电锤打孔(估测能与漏水源相通,便于注浆料掺入),埋设主将枕头,并尽量拧紧。
2.2.4将适量注浆料倒入料斗中,将牛油头卡住注浆针头。开动注浆机,观察高压表读数,当指针移动到中间部位(约400~600kg/cm2)时应立即关闭机器,如止漏效果不满意,可稍后再注。
2.2.5施工结束后,请立即先将机油倒入料斗、开机冲出剩余注浆料吗。2~3分钟后,放掉机油。复上述一次。最后换上新机油,盖上料斗盖。
第四节防水卷材焊接设备
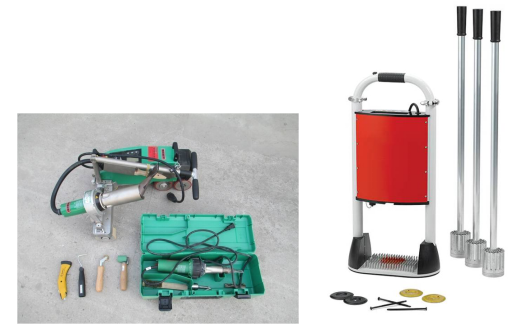
一、设备
1)自动热空气焊接机接温度20~620°C,焊接速度为每分钟0.5~5m。
2)手持焊接机温度20~620°C。
二、设备操作要点
1)温度设定
使用自动焊接机时,加热设定焊接温度宜在450~550℃。焊接的温度及速度由环境温度、风力、卷材温度所决定,每天正式开始焊接前或气温急剧变化后,必须进行试焊,以确定最佳的焊接温度及速度。
2)卷材的焊接
①准备热空气焊接机,让其预热约5-10分钟达到工作温度。机械固定现场搭接,最小搭接宽度为120mm,并且保证至少40mm的焊接宽度。
②在接缝前将自动热空焊接机就位,手指导向与机器沿接缝运动方向相同。
抬起搭接的卷材时,在搭接区插入自动热空气焊接机的吹气喷嘴。立即开始沿接缝移动机器,以防烧坏卷材。
沿缝作业确保机器前部的小导向轮与上片卷材的边对准,并且要保证电缆有足够的长度,以防牵动机器离开运行道。
所有接缝相交处,用硅酮辊滚压缝以保证热空气焊缝的连续缝。TPO卷材多层厚度引起的表面不规则,可能造成假焊。当使用1.5 mm厚TPO卷材时,TPO非增强泛水的表面搭接必须位于所有“T”形接头搭接相交处上面。
完成接缝焊接后,立即从接缝处移开自动热空气焊接机喷嘴,避免烧伤卷材。
保证热焊接区无折皱,在搭接区的折皱必须切掉。在自动热空气焊接机停止和重新起动间的区域进行焊接时,需用手持焊接机。
三、手持焊接机的设定
- 用于泛水焊接时手持焊接机的温度应设定为“6”。
- 用于卷材焊接时手持焊接机的温度设定为“8”。
- 硅酮辊应始终沿垂直于卷材的焊接缝或泛水方向进行滚压。
四、焊接设备图示
上一篇:建筑结构与防水结构
下一篇:种植屋面防水系统标准化施工技术
